Global Cold Chain Industrial Ecosystem
The global cold chain industry is witnessing an unprecedented evolution, driven by the surging demand for temperature-sensitive pharmaceuticals, fresh food logistics, and specialized industrial processes. As a cornerstone of modern supply chains, Cold Chain & Temperature-Sensitive Shipping Factories & Suppliers are no longer just providers of transport; they are high-tech partners in maintaining the biological and chemical integrity of high-value goods.
From the cryogenic requirements of the biomedical sector to the rigorous hygiene standards of the ice cream and dairy industry, temperature control is a non-negotiable factor. The global market is projected to reach over USD 400 billion by 2028, reflecting a massive shift towards automation, IoT-enabled tracking, and energy-efficient refrigeration technologies.
Precision Engineering: Cold Chain Components




Emerging Trends in Temperature-Sensitive Shipping
AI & IoT Integration
Real-time thermal monitoring and predictive analytics ensure that deviations in temperature are corrected before cargo quality is compromised.
Smart Automation
Automated storage and retrieval systems (AS/RS) in cold rooms reduce human presence, maintaining stable temperatures and cutting energy costs.
Sustainability
Green cold chains are utilizing eco-friendly refrigerants and solar-powered logistics hubs to minimize the carbon footprint of global shipping.
The Critical Role of Conveyor Components in Cold Storage
When dealing with sub-zero temperatures, standard mechanical parts fail. Metal becomes brittle, and traditional lubricants freeze. This is why specialized Stainless Steel Conveyor Chains and Nylon Rollers are vital. They are engineered to operate seamlessly at -40°C, ensuring that ice cream production lines, vaccine distribution centers, and cryogenic metallurgical processes never halt.
Localized Application Scenarios

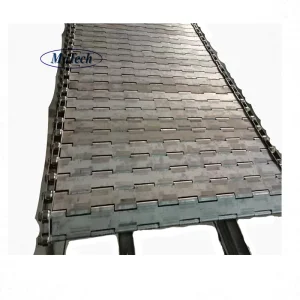
1. Dairy & Ice Cream Production
Industrial freezers and hardening tunnels require food-grade stainless steel chains (SUS304/316) that resist corrosion from cleaning agents and withstand extreme thermal cycling. Our chains are the standard for high-speed dessert packaging machines.
2. Pharmaceutical Cold Supply
Life-saving vaccines and biological samples require a "closed-loop" temperature environment. Our airport cargo lifting chains and sorting systems ensure that these sensitive materials spend minimal time on the tarmac, moving swiftly into climate-controlled storage.


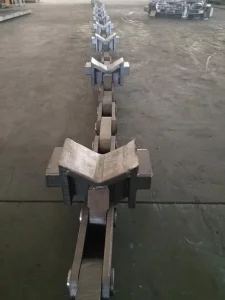
3. Cold Bed Metallurgy
In metal processing, controlled cooling is essential for material properties. Our cold bed roll conveyor chains are designed for heavy-duty industrial use, managing high mechanical loads while facilitating rapid heat dissipation.
Our Global Logistics Presence
Shenzhen NoviLink Logistics Co., Ltd. is a leading global logistics provider specializing in airfreight, sea freight, and both LCL and FCL shipping solutions. Founded in 2010 in Shenzhen, China, NoviLink began as a small freight forwarding company focused on cross-border e-commerce shipments. Over the past decade, the company has grown into a full-service logistics and supply chain expert, serving clients across Asia, Europe, and North America under its flagship brand NoviLink.

From its early days of handling small-scale shipments, NoviLink quickly expanded its operations to include express air cargo, ocean freight, customs clearance, and multi-modal transportation. By integrating cutting-edge logistics management systems, warehouse automation, and real-time tracking, the company provides seamless, reliable, and cost-effective shipping solutions tailored to both businesses and e-commerce sellers.
NoviLink’s service portfolio now covers cold chain logistics, inventory management, last-mile delivery, and freight insurance, ensuring goods are transported safely and efficiently worldwide. The company’s dedicated team of logistics professionals combines decades of experience with innovative supply chain strategies, helping clients optimize shipping routes, reduce costs, and improve overall operational efficiency.

Committed to sustainability, efficiency, and customer satisfaction, Shenzhen NoviLink Logistics Co., Ltd. continues to set industry standards for global freight solutions. Through its comprehensive air and sea freight services, NoviLink empowers businesses to expand internationally, delivering excellence at every step of the supply chain.
Why Partner with a Leading Chinese Factory?
Purchasing from a direct China Cold Chain Equipment Factory offers unparalleled strategic advantages. Our manufacturing ecosystem integrates advanced material science with cost-effective production methods, allowing for high-performance conveyor chains that meet ANSI, DIN, and ISO standards at competitive price points.
- Integrated Supply Chain: From raw stainless steel sourcing to final logistics by NoviLink, we control the entire value chain.
- Customization (OEM/ODM): We design specific chain pitches, rollers, and attachments to fit unique freezing tunnel dimensions.
- Rapid Prototyping: Utilizing AI-driven CAD models to quickly iterate designs for specialized cold room applications.
- Rigorous QC: Every batch undergoes cryogenic testing to ensure performance at extreme temperatures.
Global Enterprise Procurement Strategy
Procurement managers today face the challenge of balancing cost efficiency with operational resilience. In the cold chain sector, a single failure in a conveyor line can result in millions of dollars in spoiled inventory. Therefore, authoritative suppliers are chosen based on their track record of reliability and their ability to provide integrated logistics.
Global enterprises are increasingly looking for "One-Stop Shop" providers who can manufacture high-precision hardware (like our C208AHL chains) and also manage the international shipping and customs clearance of those parts. This is where the synergy between our manufacturing capabilities and NoviLink Logistics becomes a powerful asset for our clients in Europe and North America.